绵阳安霸印刷机械有限公司
·批發價格(gé)·報價液壓油(yóu)缸專業生産(chǎn)廠家,美女🔞被虐视频❌提供液(yè)壓站、液壓系(xì)統解🧡決方案(an)
24小時銷售服(fú)務熱線:
1861511567824小時銷售服(fú)務熱線:
18615115678 液壓(yā)缸加工工藝(yì)流程圖看的(de)懂,有利于對(dui)液壓油缸🌈進(jìn)行制㊙️造與維(wéi)護,下面液壓(yā)油缸廠家整(zheng)理資料💋給客(kè)戶參考。
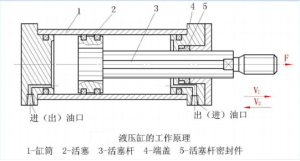
1、缸筒(tong): a、備料(無縫鋼(gang)管)→檢驗(材質(zhi)證明書等)→調(diao)質(外包:部分(fèn)零件)→車(車外(wài)圓、架子口、镗(táng)止口、法蘭止(zhǐ)口等)→調質硬(yìng)度檢測→焊(焊(hàn)接🏃管接頭座(zuo)、法蘭等附件(jiàn))→镗孔或珩磨(mo)(粗镗、精镗、滾(gǔn)壓⭕)→車(孔卡槽(cáo)或内外螺紋(wen))→鉗工(鑽油口(kou))→檢驗→防鏽㊙️入(ru)庫
b、備料(鍛件(jian))→檢驗(材質證(zheng)明書、探傷等(děng))→焊(毛坯對接(jie)焊)→焊接探傷(shāng)→車😘(粗車)→調質(zhi)(外包:部分零(ling)件)→車(車外圓(yuán)、架子口、镗止(zhǐ)口、法蘭止口(kou)等)→調質硬度(du)檢測→焊(焊接(jie)管接頭座、法(fǎ)蘭等附件)→镗(tang)🌈孔或珩磨(粗(cu)镗、精镗、滾壓(yā))→車(孔卡槽或(huo)内外螺紋)→鉗(qian)工(鑽油口)→檢(jiǎn)驗→防鏽入庫(kù)
2、活 塞、導向套(tào): a、備料(鑄件、鍛(duàn)件)→檢驗(材質(zhì)證明書、鍛件(jiàn)探傷等)→粗車(che)→精🐅車→檢驗→防(fáng)鏽入庫
3、活塞杆: a、備料(liao)(圓鋼)→檢驗(材(cai)質證明書等(deng))→車(粗車)→調質(zhi)(外包:部分零(líng)件)→調🤩質硬度(dù)檢測→車(粗、精(jīng)車)→磨(精磨外(wài)圓)→電鍍(外包(bao):鍍硬鉻)或表(biao)面熱處理(外(wai)包:部分零件(jian))→抛光→檢驗→防(fáng)鏽💃🏻入庫
b、備料(liào)(鍛件)→檢驗(材(cái)質證明書、探(tàn)傷等)→材料探(tàn)傷→車(粗車)→調(diao)質(外包:部分(fèn)零件)→調質硬(ying)度檢測→車(粗(cū)、精車)→磨🛀🏻(精磨(mó)外圓)→電鍍(外(wai)包:鍍硬鉻)或(huò)表面熱處理(li)(外包:部分零(líng)件)→抛光→檢驗(yàn)→防鏽入庫
a、備料(liao)(圓鋼)→檢驗(材(cai)質證明書等(deng))→車(粗車)→調質(zhì)(外包:部分💚零(ling)件)→調質硬度(dù)檢測→車(粗、精(jīng)車含球頭、内(nei)外螺紋)→鋸→銑(xǐ)→镗(镗📐内孔)→鉗(qián)工(鑽油♊杯孔(kong)或油口)→檢驗(yàn)→防鏽入庫
b、備(bèi)料(鑄鋼:正火(huǒ)處理)→檢驗(材(cái)質證明書等(děng))→車(粗車)→調質(zhì)🔞(外包:部💞分零(líng)件)→調質硬度(dù)檢測→車(粗、精(jing)車含球頭、内(nèi)外螺紋⛷️)→鋸→銑(xi)→镗(镗内孔🔞)→鉗(qián)工(鑽油杯孔(kǒng)或油口)→檢🈚驗(yàn)→防鏽入庫
c、備(bèi)料(鍛件)→檢驗(yan)(材質證明書(shu)、探傷等)→車(粗(cū)車)→調質(外包(bāo):部分零件)→調(diào)質硬度檢測(cè)→車(粗、精車含(hán)球頭、内外螺(luo)紋)→鋸→銑→镗(镗(tang)内孔)→鉗工(鑽(zuàn)油杯孔或油(yóu)口)→檢驗→防🌏鏽(xiù)入庫
5、孔卡、軸(zhóu)卡、絲圈、壓帽(mào):
a、備料(圓鋼)→檢(jian)驗(材質證明(míng)書等)→車(粗車(chē))→調質(外包)→調(diào)質硬⭐度♊檢測(ce)→車(粗、精車)→鑽(zuan)(孔卡、壓帽)→銑(xǐ)→磨(孔卡、軸卡(kǎ))→檢驗→防鏽入(rù)庫
b、備料(鍛件(jian))→檢驗(材質證(zheng)明書、探傷等(děng))→車(粗車)→調質(zhì)(外包)→調質硬(yìng)度檢測→車(粗(cu)、精車)→鑽(孔卡(ka)、壓帽)→銑→磨(孔(kǒng)卡、軸卡)→檢驗(yàn)🌐→防鏽入庫
6、缸(gāng)體 焊(缸頭與(yǔ)缸筒焊接)→焊(hàn)縫保溫去應(yīng)力→焊接探傷(shāng)💋→防鏽🏃♂️入庫
7、裝(zhuāng)配
注(zhu):因油缸大小(xiao)不一樣,以上(shàng)零、部件工藝(yi)并非統一,根(gēn)據零、部件🤟圖(tu)需要,采用合(hé)理的加工工(gōng)藝。
液(ye)壓系統存在(zài)高溫現象,在(zài)工作中活塞(sai)杆在高溫條(tiao)件🛀(特☀️别是在(zài)寒冷季節)頻(pín)繁和深冷環(huan)境接觸(溫度(dù)驟降);在🛀維護(hu)周期♊,這種現(xiàn)象一般在剛(gang)剛改石油在(zai)幾天内會出(chu)現活塞杆變(bian)色一般是液(yè)壓油溫度過(guo)高,造成這一(yi)現象發生在(zai)使用較多的(de)桶 液壓油缸(gāng)一半,建議散(san)熱器部件🍓的(de)石膏經常清(qing)潔,保證冷㊙️卻(què)效果原因是(shì),液壓油裡有(you)一種良好的(de)極壓添加✔️劑(ji)抗磨性能的(de)質✨量和不🌂同(tóng);
鍍工藝,活塞(sai)由于溫度控(kong)制不均勻引(yǐn)起在以後的(de)工作中表面(mian)出現破裂,中(zhong)電高倍數放(fang)大鏡觀察活(huo)塞杆表面♈可(kě)以看到不規(guī)🌏則的裂縫在(zài)正常情況下(xia),液壓油缸會(hui)先成藍色,紫(zǐ)色為顔色加(jiā)深,成為一個(gè)黑色的。
TAG标簽(qian):
本文:液壓缸(gang)加工工藝流(liú)程圖首發于(yu)液壓油缸(gang)廠家,轉載請(qing)注明出處!
地址:山東淄(zi)博市張店區(qū)沣水鎮東高(gao)村工業園 Xml Txt Sitemap
聲(shēng)明:山東液壓(yā)生産廠家,我(wǒ)司網站已嚴(yan)格遵守廣告(gào)法。

掃二維碼(mǎ)進手機版

微(wei)信報價廠家(jiā)價格
·




 客(kè)服QQ
客(kè)服QQ